
Walk through almost any manufacturing facility in Malaysia and you will find plastic rolls stacked against the wall somewhere near the production line. They look unremarkable. A tight cylinder of flat plastic film, wound onto a paper or cardboard core, wrapped in protective film and labelled with a material grade and thickness. But what is inside those rolls determines the quality of the packaging trays on your supermarket shelf, the refrigerator liner in your kitchen, the electronic component tray your supplier shipped last week, and the point-of-sale display in the mall down the road.
HIPS plastic roll is one of the most widely used thermoplastic materials in Malaysian manufacturing. It is cost-effective, easy to process, consistent in quality, and available from local suppliers with reasonable lead times. Yet many buyers order it by habit, specifying the same grade they have always used, without fully understanding what separates a reliable roll from a problematic one. This guide covers everything you need to know, from how the material is made to how to evaluate a supplier and avoid the most common sourcing mistakes.
What Is a Plastic Roll and How Is It Different from a Flat Sheet
A plastic roll, sometimes called roll stock, is a continuous length of extruded thermoplastic sheet wound onto a cylindrical core. It is the same material as a flat sheet, produced by the same extrusion process, but instead of being cut into fixed-length panels it is wound while still warm and pliable. Once cooled on the core, it holds its shape and can be unwound by downstream processing equipment.
The choice between roll stock and flat sheet comes down to how you are going to process the material. Flat sheets suit applications where the material is cut, routed, bent, or fabricated by hand or machine into a finished part. Rolls suit applications where the material feeds continuously into automated equipment such as thermoforming machines, vacuum forming lines, and high-speed packaging systems.
Most industrial thermoforming and vacuum forming lines are designed to accept roll stock because it allows continuous, uninterrupted production. The machine unwinds the roll, heats a section of sheet, forms it over a mould, trims the part, and advances to the next section without stopping. Running flat sheets on such a line requires manual loading of individual panels and introduces more downtime and handling errors. For high-volume packaging production, roll stock is almost always the correct choice.
Roll Stock vs Flat Sheet: Key Differences
| Factor | Plastic Roll (Roll Stock) | Flat Sheet |
|---|---|---|
| Processing method | Continuous thermoforming, vacuum forming, packaging lines | CNC routing, hand fabrication, single-cycle forming |
| Automation compatibility | High — feeds directly into automated equipment | Lower — requires manual sheet loading |
| Thickness range | Typically 0.2 mm to 2.0 mm | Typically 0.5 mm to 10 mm and above |
| Typical widths | 300 mm to 1500 mm depending on equipment | 600 mm to 1500 mm standard |
| Storage | Stored upright or on A-frame racks | Stored flat or vertically in sheet racks |
| Waste | Lower due to continuous trimming | Higher edge waste in manual cutting |
| Unit pricing | Generally lower per kg for same grade | Slightly higher per kg due to cutting and handling |
How Plastic Rolls Are Made: The Extrusion Process Explained
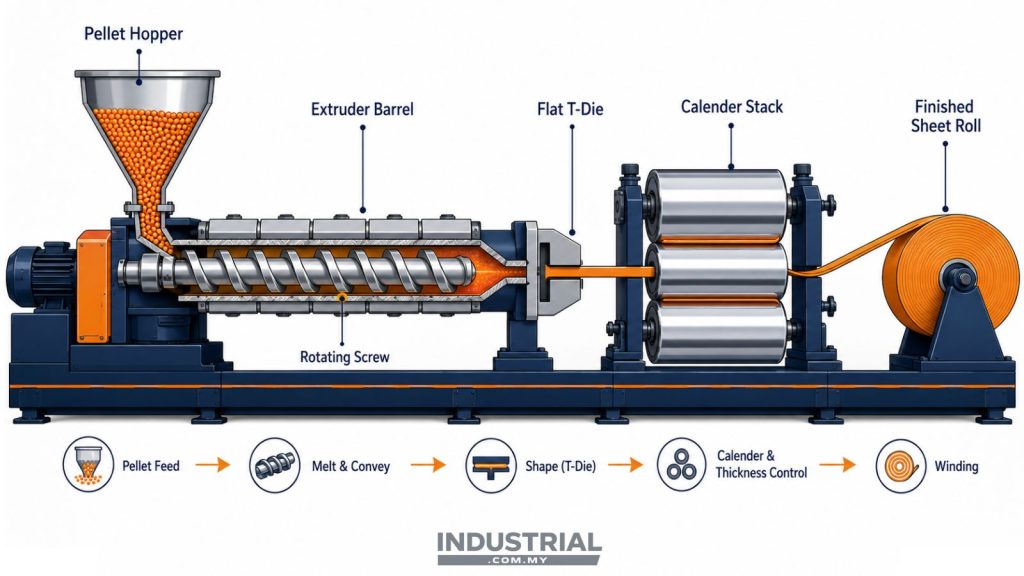
Every plastic roll begins life as a bag of small plastic pellets. The pellets are the raw thermoplastic resin, purchased by the sheet manufacturer from a resin producer and stored in silos or bags at the factory. From pellet to finished roll, the material passes through a sequence of carefully controlled steps that collectively make up the plastic extrusion process.
Step 1: Raw Material Preparation
Before extrusion begins, the pellets are checked for moisture content. This matters because thermoplastics like HIPS and ABS are sensitive to moisture during processing. If moisture levels are too high, steam bubbles form in the melt and produce surface defects including small pits, streaks, or a rough texture on the finished sheet. At this stage, colourant masterbatch pellets are also blended in at a controlled ratio to produce the required colour.
Step 2: Melting in the Extruder Barrel
The pellets are fed into the hopper of the extruder and conveyed along a heated barrel by a rotating screw. The screw conveys the material forward while generating heat through friction, combined with external heater bands on the barrel. This raises the material to its processing temperature, typically 180 to 220 degrees Celsius for HIPS, at which point it has become a uniform, viscous melt. The design of the screw is one of the key factors that determines melt quality and consistency in the finished sheet.
Step 3: Forcing Through the Sheet Die
The molten plastic is pushed under high pressure through a wide, flat die, known as a T-die or coat-hanger die, that distributes the melt evenly across the full width of the sheet. Getting the melt flow distribution correct across the full die width is critical: if the melt flows faster in the centre than at the edges, the finished sheet will have thickness variation across its width, which causes problems in thermoforming.
Step 4: The Calender Stack
As the melt exits the die it enters a calender stack, a series of polished chrome cooling rolls that cool and compress the sheet to its final thickness. The gap between the rolls determines the finished thickness. Textured rolls can emboss surface finishes such as Finesand, Coral, Rocky, or Marble Smooth into the sheet as it passes through.
Step 5: Winding onto the Core
After the calender stack, the sheet passes through cooling and guide rolls before reaching the winder. The winder winds the continuous sheet onto a paper or cardboard core at a controlled tension. When the roll reaches the target weight or diameter, it is cut and the new end is attached to a fresh core. The finished roll is wrapped, labelled, and moved to the finished goods warehouse.
What Is HIPS and Why It Is the Most Common Plastic Roll Material
HIPS stands for High Impact Polystyrene. It is a modified form of standard polystyrene in which small rubber particles are dispersed throughout the polystyrene matrix during polymerisation. These rubber particles act as crack arrestors: when an impact occurs, the energy is absorbed by the rubber inclusions rather than propagating as a crack through the brittle polystyrene base. The result is a material that is significantly tougher than standard polystyrene while retaining most of its other useful properties.
Why HIPS Is Preferred for Roll Stock Applications
- Thermoformability: HIPS softens at a predictable, consistent temperature and forms cleanly over moulds with good detail reproduction.
- Printability: HIPS accepts printing inks, adhesive labels, and surface coatings well, important for packaging with branding or barcodes.
- Rigidity: Unlike flexible films, HIPS roll stock produces rigid formed parts that hold their shape under load.
- Cost-effectiveness: HIPS is one of the most affordable rigid thermoplastics available, with globally produced resin keeping prices relatively stable.
- Recyclability: HIPS is fully recyclable. Processing waste can be granulated and reintroduced into the extrusion process.
- Local availability: HIPS roll stock is widely available in Malaysia, with local extruders able to supply standard grades from stock.
HIPS vs ABS vs PP vs PE: Choosing the Right Plastic Roll Material
HIPS is not the right choice for every application. Understanding how it compares to the other common thermoplastic roll materials helps you make the correct specification decision.
| Property | HIPS | ABS | PP | PE |
|---|---|---|---|---|
| Impact resistance | Good | Excellent | Moderate | Good (HDPE) |
| Heat resistance | Moderate (up to ~70°C) | Good (up to ~90°C) | Good (up to ~100°C) | Moderate |
| Chemical resistance | Fair — avoid ketones, esters | Fair — avoid ketones | Excellent | Excellent |
| Thermoformability | Excellent | Good | Good | Moderate |
| Surface finish | Good — accepts print well | Excellent — premium appearance | Good | Fair — waxy feel |
| Food contact grades | Available (FDA-compliant) | Limited | Yes | Yes |
| Cost (relative) | Low | Medium-High | Low-Medium | Low |
| Typical applications | Packaging trays, signage, fridge liners | Automotive trim, enclosures, displays | Automotive, horticultural trays | Chemical tanks, food surfaces |
As a general rule: choose HIPS when cost, thermoformability and printability are the primary criteria. Choose ABS when you need superior impact strength, a premium surface finish, or higher heat resistance. Choose PP when chemical resistance is required. Choose PE for food contact and chemical resistance applications where surface aesthetics are less critical.
Plastic Roll Specifications: What to Know Before You Order
When sourcing HIPS plastic roll in Malaysia, you will need to specify several parameters clearly to get a product that works on your equipment. Getting any one of these wrong can cause production problems ranging from poor forming quality to equipment downtime.
Thickness
Thickness is the most important parameter for thermoforming applications. Common HIPS roll stock thicknesses range from 0.4 mm for lightweight packaging and blister trays through to 2.0 mm for refrigerator liners, thick display trays, and structural packaging. Thickness tolerance is equally important. Always specify the tolerance you need, not just the nominal thickness.
Width
The width of the roll must match your thermoforming machine’s maximum forming width minus the edge trim required. Standard widths in Malaysia are typically 600 mm, 800 mm, 1000 mm, and 1200 mm. Custom widths are available with minimum order quantities.
Core Size
The internal diameter of the cardboard core determines whether the roll fits your machine’s mandrel. The two most common sizes are 76 mm (3 inch) and 152 mm (6 inch). Always confirm core size when ordering.
Roll Weight and Diameter
Roll weight determines how long a roll will last on your machine before a changeover. Larger rolls reduce changeover frequency but require heavier handling equipment. Check your machine’s maximum infeed roll diameter before ordering.
Surface Finish
Common finishes for HIPS roll stock include Marble Smooth (fine matte texture, suits most packaging), Finesand (slightly coarser, reduces glare, suits signage), and Coral and Rocky (more pronounced textures for decorative applications). Specify the surface finish required on both sides of the sheet.
Colour Options in HIPS Plastic Roll
Standard stocking colours are white, black, and natural (unpigmented). Custom colours are produced by blending colour masterbatch into the extrusion compound and require a minimum order quantity, a colour matching process, and a lead time. White HIPS is the most common choice for refrigerator liners, food packaging trays, and medical trays. Black HIPS is standard for electronic component and anti-static trays. Custom colours suit signage, display, and retail packaging where brand colour consistency matters.
Applications: Where HIPS Plastic Roll Is Used in Malaysian Industry
Thermoformed Packaging Trays
The single largest application for HIPS roll stock in Malaysia is thermoformed packaging trays for food, pharmaceutical, and retail products. Supermarket meat trays, ready-meal containers, blister card backing trays, and single-serve food packaging are all commonly produced from HIPS roll stock. Food-contact grades use FDA-compliant resin.
Refrigerator and Appliance Liners
The inner liner of a household or commercial refrigerator is almost always produced from HIPS sheet or roll stock by vacuum forming. High environmental stress cracking resistance (ESCR) grades are specified for this application to resist the cleaning chemicals used in refrigerator maintenance.
Electronic Component Trays
Electronic component trays for SMD reels and semiconductor packaging are produced from HIPS roll stock, typically in black. For ESD-sensitive components, a carbon-black loaded HIPS compound with a controlled surface resistivity is used.
Medical Device Packaging
Sterile blister packaging for medical devices uses HIPS roll stock as the rigid cavity component. Medical packaging grades must meet specific requirements for chemical compatibility, particulate cleanliness, and regulatory compliance.
Signage and Point-of-Sale Display
Flat HIPS sheet cut from roll stock is used for printed signage, point-of-sale display panels, shelf talkers, and retail display stands. The good printability of HIPS, particularly in white, makes it suitable for screen printing, digital printing, and adhesive vinyl application.
FDA-Compliant and Recyclable HIPS Grades
For food contact and pharmaceutical packaging applications, the resin and additives used must comply with food safety regulations. In Malaysia, the relevant authority is the Ministry of Health (MOH). Many buyers also specify compliance with US FDA 21 CFR or EU food contact regulations, particularly for export products. A certificate of compliance from the resin supplier is the standard documentation to request.
HIPS is classified as recycling code 6 (PS for polystyrene) and is recyclable through specialist facilities. Some compounders offer grades produced with a percentage of post-industrial recycled content for buyers with sustainability targets.
How to Store HIPS Plastic Roll Stock Correctly
- Store rolls upright or on dedicated A-frame roll racks. Laying rolls on their sides can cause deformation of the outer layers and flat spots that cause feeding problems on thermoforming machines.
- Keep rolls wrapped in their original protective film until needed. The wrapping protects the surface from dust, moisture, and UV exposure.
- Avoid storing rolls in direct sunlight or near heat sources. HIPS has a relatively low heat deflection temperature.
- In high-humidity environments, keep rolls in a covered warehouse. Allow cold rolls to equilibrate to ambient temperature before putting them on the machine.
- Observe first-in, first-out stock rotation. HIPS roll stock has a practical shelf life of 12 to 24 months under good storage conditions.
How to Evaluate a HIPS Plastic Roll Supplier in Malaysia
The Malaysian plastic sheet market includes local extruders, trading companies, and importers. Choosing the wrong supplier for a thermoforming operation is costly: a single bad roll can cause hours of machine downtime, scrap trays, and late deliveries.
Supplier Evaluation Checklist
| Evaluation Area | What to Check | Why It Matters |
|---|---|---|
| Manufacturing capability | Does the supplier extrude in-house or resell imported roll stock? | In-house extrusion gives better traceability and faster response to quality issues |
| Thickness tolerance | What is the guaranteed thickness tolerance? Ask for a data sheet. | Tight tolerance reduces scrap and forming adjustments |
| Quality documentation | Can they provide material certificates, COA, and FDA compliance letters? | Required for food, medical, and export applications |
| Resin traceability | Do they document which resin lot was used in each production run? | Allows root cause analysis if a quality issue arises |
| Surface quality | Can you inspect sample rolls before committing to an order? | Surface defects are not always visible from the outside of the roll |
| Custom colour capability | Do they have in-house colour matching or rely on a third party? | Affects lead time and colour consistency across batches |
| Minimum order quantity | What is the MOQ for standard and custom grades? | Affects working capital tied up in raw material stock |
| Lead time | What is the standard lead time for a repeat order? | Determines how much safety stock you need to carry |
| Technical support | Can their technical team advise on grade selection and processing parameters? | Valuable when developing new packaging or switching materials |
| ESCR grades | Do they offer high ESCR grades for refrigerator liner applications? | Standard HIPS is not suitable for all appliance liner applications |
Common Buying Mistakes and How to Avoid Them
Specifying Thickness Without Specifying Tolerance
Ordering 1.0 mm HIPS roll without specifying a thickness tolerance is one of the most common mistakes buyers make. Different suppliers have different default tolerances. Always specify the tolerance you need and confirm the supplier can meet it.
Choosing Grade by Price Alone
HIPS grades vary in impact modifier content, ESCR rating, surface quality, and additive package. A cheaper grade may save a small amount per kilogram but cost significantly more in scrap, rework, and customer complaints. Evaluate grades based on total cost in use, not purchase price per kilogram.
Not Requesting a Trial Roll Before Full Order
For new applications, new suppliers, or unfamiliar grades, always run a trial roll through your thermoforming machine before committing to a full order. The cost of a trial roll is trivial compared to the cost of discovering a problem after you have paid for three months of stock.
Ignoring Core Size
Receiving a roll with the wrong core diameter is a surprisingly common problem. Always confirm core size in your purchase order and check it against your thermoformer’s mandrel diameter.
Ordering Without Considering Maximum Roll Diameter
Some thermoforming machines, particularly older models, have a maximum infeed roll diameter. Check your machine specification and communicate the maximum acceptable roll diameter to your supplier.
Minimum Order Quantities and Lead Times in Malaysia
| Order Type | Typical MOQ | Typical Lead Time |
|---|---|---|
| Standard grade, standard thickness and width | 100 to 500 kg | 1 to 3 working days from stock |
| Standard grade, custom width | 500 to 1,000 kg | 2 to 4 weeks |
| Custom colour, standard grade | 500 to 1,500 kg | 3 to 6 weeks |
| Specialty grade (ESCR, FDA, anti-static) | 500 to 2,000 kg | 4 to 8 weeks |
| Custom thickness and custom width | 1,000 to 2,000 kg | 4 to 8 weeks |
These figures are indicative based on general market conditions in Malaysia. Always confirm MOQs and lead times in writing before planning your production schedule.
Plastic Roll for Thermoforming: Processing Parameters for HIPS
Getting the processing parameters right for HIPS roll stock is as important as choosing the right grade. The following parameters are starting points for HIPS thermoforming on a standard roll-fed machine and should be adjusted based on the specific grade, thickness, and mould geometry.
| Parameter | Typical Range for HIPS | Notes |
|---|---|---|
| Sheet preheat temperature | 140 to 170 degrees C | Lower end for thin gauges, higher for thicker sheet |
| Forming temperature | 150 to 175 degrees C | Check for sag and surface gloss as indicators |
| Mould temperature | 15 to 50 degrees C | Cooler moulds reduce cycle time but can cause stress marks |
| Vacuum level | 0.7 to 0.9 bar | Higher vacuum improves detail reproduction |
| Cycle time | 3 to 12 seconds | Depends on gauge, mould depth, and cooling |
| Draw ratio (depth to width) | Up to 1:1 for standard HIPS | Deep draw grades available for higher ratios |
HIPS has a relatively narrow thermoforming window compared to materials like PP or PETG. Consistent sheet temperature across the full width is critical for consistent part quality, so the condition of your oven elements and the calibration of your temperature sensors deserve regular attention.

Toyo Plastic: HIPS Plastic Roll and Thermoplastic Sheet Supplier in Malaysia
Toyo Plastic (M) Sdn. Bhd. — HIPS Plastic Roll and Thermoplastic Sheet Manufacturer, Ipoh, Perak
Toyo Plastic manufactures extruded HIPS, ABS, PE, and PP sheets and roll stock at its facility in Tasek Industrial Estate, Ipoh, Perak. For buyers sourcing HIPS plastic roll in Malaysia, Toyo Plastic offers two key HIPS roll stock grades:
Toplar HS CR is a high environmental stress cracking resistance HIPS sheet engineered with FDA-compliant resin. Available in white and custom colours with Marble Smooth surface and selected embossed textures, it is 100% recyclable and suited to refrigerator liner, food packaging, and medical tray applications where chemical resistance and food safety compliance are required.
Toplar HS GP is a specialty HIPS film in thicknesses from 0.4 mm to 1.0 mm, designed for high-volume thermoforming and packaging production lines. Available in white, black, and standard and custom colours in roll stock format with Marble Smooth surface. It is 100% recyclable and suited to lightweight packaging trays, blister packaging, and continuous thermoforming operations.
Toyo Plastic supplies customers across Malaysia and the region. For specifications, pricing, and sample requests, contact sales@topla.com.my or call +605-5475818.
Choosing the Right HIPS Plastic Roll for Your Production Needs
HIPS plastic roll is a mature, well-understood material with a long track record in Malaysian manufacturing. It is not glamorous, and it is not the most technically demanding material on the market. But it is versatile, cost-effective, and available locally with reasonable lead times, which makes it the right starting point for the majority of thermoforming, packaging, and display applications.
The decisions that matter most are not which brand to buy, but what grade is appropriate for your application, what specifications you need to hold tightly, and whether your supplier has the quality systems and technical competence to deliver consistently. A refrigerator liner application needs ESCR compliance and FDA-grade resin. A high-speed packaging line needs tight thickness tolerance and consistent surface quality. A point-of-sale display tray needs good printability and colour consistency.
Take the time to specify correctly, request samples before committing to volume, and build a relationship with a local extruder who can give you technical support when you need it. That investment pays back quickly on any serious production operation.
- Laboratory Furniture and Custom Workstations in Malaysia: A Complete Specification Guide
- Bagging and Filling Systems in Malaysia: Which Technology Is Right for Your Product?
- Industrial Automation vs AI: What Is the Difference and Why It Matters for Factories
- Panduan Lengkap Memilih Kotak Pembungkusan Berkualiti untuk Perniagaan Makanan di Malaysia