
Industry 4.0 is one of those terms that gets used constantly but explained rarely. Suppliers attach it to their products. Consultants build presentations around it. Factory owners hear it at every industry event. Yet when someone asks what it actually means for their production floor, the answers are often vague, jargon-heavy or built around large-scale examples that feel out of reach for a mid-sized manufacturer.
This guide provides a clear, practical explanation of what Industry 4.0 is, how each of its core technologies works, what the transition looks like in an actual factory, and how to identify the right starting point for your operation. No jargon for its own sake. No inflated claims. Just a clear picture of what this shift in manufacturing actually involves.
What Industry 4.0 Actually Means
The term originated in Germany around 2011, coined by the German government and manufacturing industry to describe what they saw as the fourth fundamental shift in how goods are produced. Understanding the four revolutions in sequence makes it clear what is genuinely new about the current one.
| Revolution | What Changed | The Enabling Technology |
|---|---|---|
| Industry 1.0 — Late 1700s | Production moved from hand tools to machines. Factories replaced craft workshops. Output volumes increased dramatically. | Steam power and mechanisation |
| Industry 2.0 — Late 1800s | Electricity enabled mass production. Assembly lines, standardised components and global supply chains became possible. | Electricity, steel and the internal combustion engine |
| Industry 3.0 — 1970s onwards | Computers and programmable controllers automated individual processes. Production became faster and more consistent within each machine or cell. | Electronics, computers and early industrial software |
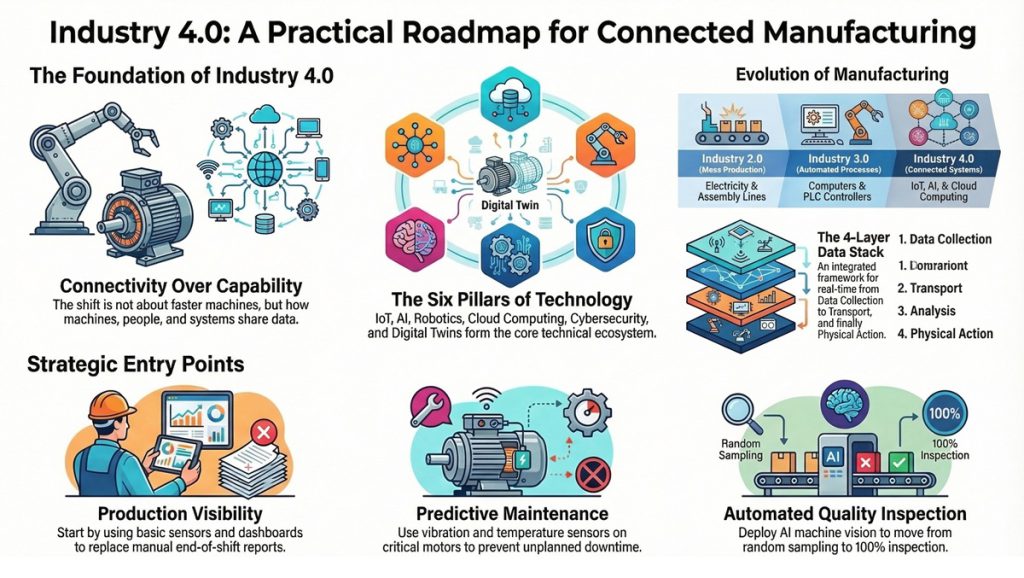
| Industry 4.0 — Present | Individual machines, systems and people become connected. Data flows across the factory in real time. Systems can analyse that data and make routine decisions without human intervention. | Internet connectivity, AI, IoT sensors, cloud computing |
The critical distinction between Industry 3.0 and Industry 4.0 is not the capability of individual machines. It is what happens between them. Industry 3.0 gave manufacturers faster, more capable machines that operated independently. Industry 4.0 connects those machines so that information flows continuously across the entire operation.
In a traditional factory, a CNC machine completes a job, a conveyor moves parts, a quality inspector checks output, and a production manager reviews a daily report. Each step generates information, but that information stays local. The machine operator knows his cycle time. The quality team knows the defect count. The maintenance technician knows which machine is running rough. But nobody automatically connects these pieces in real time.
In an Industry 4.0 factory, the same CNC machine reports its cycle time, spindle load, temperature and tool wear to a central system continuously. The conveyor reports throughput and stoppages. The quality inspection system logs every result with a timestamp. The production manager sees a live picture of the entire floor on a dashboard. When something starts to deviate from normal, the system flags it immediately. Decisions are made on current information, not yesterday’s report.
The Six Core Technologies and How Each One Works
Industry 4.0 is built on six technologies that work together. Most factories start with one or two and expand from there. Understanding what each technology does and how it connects to the others gives you a clearer picture of the overall system.
IoT Sensors and Connected Machines
IoT stands for Internet of Things, referring to physical devices and machines equipped with sensors and network connectivity so they can send and receive data automatically. In a factory, IoT sensors are fitted to equipment to measure parameters such as vibration, temperature, pressure, current draw, flow rate and speed. These readings are transmitted wirelessly or via cable to a data platform where they can be stored, visualised and analysed.
The value of IoT in manufacturing is not the sensors themselves. It is the continuous, structured data stream they create. A motor that has always been a black box suddenly becomes a device you can monitor. You can see when its vibration profile starts to change, when it draws more current than normal, when its operating temperature creeps up. That information, collected automatically and available in real time, is the raw material for every other Industry 4.0 application.
Artificial Intelligence and Machine Learning
AI in a manufacturing context means software that analyses data to identify patterns, make predictions or recommend actions. Machine learning, a subset of AI, refers to systems that improve their own performance over time as they process more data, without being explicitly reprogrammed.
In practice, manufacturing AI takes several forms. Predictive maintenance AI analyses sensor data streams from equipment and learns to recognise the early warning patterns that precede specific failure modes. Quality inspection AI analyses images from cameras on the production line and identifies defects that human inspectors miss or cannot check at production speed. Production scheduling AI balances multiple competing constraints, machine availability, material supply, order priorities, labour, and generates optimised schedules faster and more reliably than manual planning. Each of these applications uses the same underlying principle: the AI finds patterns in data that are too complex or too numerous for a human analyst to track consistently.
Robotics and Advanced Automation
Industrial robots have been part of manufacturing since the 1960s. What has changed in the Industry 4.0 era is how they are designed and deployed. Traditional industrial robots are large, fast, powerful and completely separated from human workers by safety cages. They perform a single, fixed task at very high speed and are expensive to reprogram when that task changes.
Collaborative robots, commonly called cobots, are designed differently. They operate at lower speeds, have built-in force-limiting safety systems that stop movement on contact, and can work directly alongside human operators without physical separation. They are smaller, lighter, easier to install, and can be reprogrammed for a different task in hours rather than days. For manufacturers with varied product mixes, shorter production runs or frequent changeovers, cobots offer a practical automation option that traditional industrial robots do not. Automated Guided Vehicles (AGVs) and Autonomous Mobile Robots (AMRs) extend this flexibility to material movement, transporting components, work-in-progress and finished goods around the factory floor without fixed conveyor infrastructure.
Cloud Computing and Data Infrastructure
Cloud computing means storing and processing data on servers hosted remotely and accessed over the internet, rather than on equipment located in your factory. For manufacturers, cloud infrastructure serves several functions. Sensor data from across the factory can be stored and accessed centrally from any location. Analytics software that would require expensive on-site hardware can be run on cloud platforms and accessed via a subscription. Production data, quality records and maintenance history are backed up automatically and can be retrieved from any device.
The practical implication for a manufacturer is that cloud platforms lower the barrier to accessing sophisticated analytics tools. Rather than investing in an on-premises server infrastructure and specialist software, a factory can connect its sensors to a cloud-based Industrial IoT platform and access dashboards, alerts and analytics for a monthly subscription cost. Edge computing, where initial processing happens on a local device at the machine rather than being sent to the cloud, is an important complement: it enables faster local responses and works even when internet connectivity is interrupted.
Cybersecurity for Industrial Systems
Connecting factory systems to networks and the internet creates operational benefits and security risks simultaneously. A production line that can be monitored and adjusted remotely can also, if not properly secured, be accessed, disrupted or compromised by unauthorised parties. Industrial cybersecurity is a specific discipline that extends beyond standard IT security to protect operational technology (OT) systems: the PLCs, SCADA systems, HMI interfaces and industrial networks that control physical production processes.
The consequences of an OT security breach are different from an IT breach. A compromised office computer is a serious problem. A compromised production control system can stop a factory, damage equipment, affect product quality or in extreme cases create physical safety hazards. As manufacturers connect more of their operational systems to networks, cybersecurity planning must be part of the project from the start, not an afterthought after systems are already deployed.
Digital Twins
A digital twin is a virtual representation of a physical asset, production process or facility that is continuously updated from real-world sensor data. The digital twin reflects the actual current state of the physical system: its operating parameters, performance metrics, condition indicators and history.
The value of a digital twin is what you can do with the virtual model that you cannot easily do with the physical asset. You can simulate the effect of a process parameter change before implementing it on the line. You can run virtual stress tests on equipment designs before building the physical version. You can train new operators on a realistic virtual representation of the production system without interrupting production. For complex assets such as large compressors, turbines or heat exchangers, a digital twin integrates data from multiple sensors to give maintenance and engineering teams a comprehensive, real-time view of asset condition that no individual gauge or sensor provides alone.
How the Technologies Connect to Each Other
Described individually, the six technologies can seem like separate tools. In practice, they form layers that build on each other. Understanding how they connect explains why Industry 4.0 is more than the sum of its parts.
| Layer | Technology | What It Provides | Depends On |
|---|---|---|---|
| Data Collection | IoT sensors and connected machines | The continuous stream of real-world operational data that every other layer depends on | Physical installation of sensors and connectivity infrastructure |
| Data Transport | Cloud computing and edge infrastructure | Reliable movement and storage of sensor data from the factory floor to where it can be analysed | Network connectivity, data architecture decisions |
| Data Analysis | Artificial intelligence and machine learning | Patterns, predictions and recommendations extracted from the data stream | Quality and quantity of data from the layers below |
| Physical Action | Robotics and automation | Physical responses to data-driven decisions: adjusting a process, moving a part, flagging a defect | Decisions and triggers from the AI layer |
| Visualisation and Control | Digital twins | A unified view of the physical system and a platform for simulation and planning | Data from all other layers integrated into a single model |
| Protection | Industrial cybersecurity | Security of the entire connected system from the sensor to the cloud | Applies across every layer simultaneously |
A factory does not need all six layers operating simultaneously to benefit from Industry 4.0. Most start at the base: deploying sensors on critical equipment and establishing the data collection and storage infrastructure. Once that foundation is in place, AI analysis, automation responses and more sophisticated visualisation tools can be added progressively as the organisation builds familiarity with working from live data.
What the Transition Looks Like in Practice
The clearest way to understand what Industry 4.0 changes in a factory is through specific before-and-after scenarios. The following three examples represent common early-stage implementations that deliver measurable results without requiring a complete factory transformation.
Maintenance: From Reactive to Predictive
In a conventional maintenance setup, equipment runs until it shows a visible sign of a problem, or until a scheduled service interval arrives. When a motor bearing fails without warning on a production shift, the line stops. A technician is called. The required spare part may not be in stock. Emergency procurement and overtime add cost. The total impact of a single unplanned failure, in lost production, emergency labour and expedited parts, is typically several times the cost of the repair itself.
With IoT sensors monitoring the same motor continuously, the AI system detects the early vibration and temperature signatures of bearing deterioration weeks before failure. It generates an alert with enough lead time for the maintenance team to schedule the bearing replacement during a planned weekend shutdown. The line continues running. The repair is completed on schedule. The cost is the parts and two hours of planned labour, rather than six hours of emergency downtime plus all its secondary costs.
Quality: From Sampling to 100 Percent Inspection
Manual end-of-line quality inspection faces an inherent constraint: at production speed, inspectors can check only a fraction of output. Sampling-based inspection accepts that some proportion of defective product will pass through undetected. When a defect type is subtle or develops gradually due to process drift, it may not appear in random samples until the problem is already widespread.
An inline machine vision system with AI software checks every unit at full production speed. It logs the inspection result for every unit, with a timestamp and the associated production parameters. When the defect rate on a particular product begins to rise, the data reveals not just that defects are increasing but at what time, on which line and under what production conditions they occur. The root cause is identifiable from the data. The same system that catches defects also generates the information needed to eliminate them.
Production Management: From Yesterday’s Report to Live Data
In most factories without connected systems, the production manager’s primary tool is the end-of-shift report. Decisions about overtime, material requirements, delivery commitments and resource allocation are based on information that may be several hours old by the time it is available. When a problem develops mid-shift, it is discovered at the next reporting point, not at the moment it occurs.
Production counters, machine status sensors and a live dashboard change the information cycle from hours to minutes. The production manager sees current output rate, line efficiency, active stoppages and projected end-of-shift completion in real time. When a line slows down at 2pm, it is visible at 2pm, not at the 6pm shift handover. The problem is investigated and addressed within the shift. The cumulative effect of catching and resolving these small deviations throughout the day is a measurable improvement in overall equipment effectiveness and output consistency.
Common Reasons Industry 4.0 Projects Underdeliver
Industry 4.0 implementations have a mixed track record across manufacturing industries globally. When projects fail to deliver their expected value, it is rarely because the technology did not work as specified. The most common causes are organisational and process-related, and they are largely predictable and avoidable.
Starting With Technology Instead of a Problem
The most frequent cause of disappointing results is beginning with a technology decision rather than a problem definition. A factory invests in sensors and a dashboard because a supplier demonstrated an impressive system, or because a competitor has deployed something similar, without first identifying a specific operational outcome the investment is meant to achieve. When the goal is vague, the implementation tends to be vague, and the results are difficult to evaluate. Every Industry 4.0 project should begin with a clearly stated operational problem and a measurable definition of what solving it looks like.
Treating It as an IT or Technology Project
Industry 4.0 is an operations improvement initiative that uses technology. The people who determine whether it succeeds are not the IT team or the technology vendor. They are the plant manager who decides whether to act on the alerts the system generates, the maintenance supervisor whose team needs to change its daily routines, and the quality manager whose inspection process is being redesigned. When these operational stakeholders are not central to the project from the start, the result is typically a technically functional system that the people who should be using it do not trust, do not understand or do not find relevant to how they actually work.
Neglecting Connectivity Before Deploying Connected Systems
Sensor-based Industry 4.0 applications are only as reliable as the network infrastructure that carries their data. A factory with patchy WiFi coverage, network interference from heavy machinery, or insufficient bandwidth for additional data traffic will find that its connected systems are intermittent rather than continuous. Before deploying sensors or connected equipment, conduct a realistic assessment of the existing network infrastructure and address any gaps. This is foundational work that rarely appears in a vendor’s demonstration but determines whether the system performs as expected in production conditions.
Underestimating What Changes for People
Every Industry 4.0 implementation changes how people work. A predictive maintenance system generates alerts that require a maintenance team to act on advance warnings rather than respond to failures. A quality analytics dashboard gives a production manager information that requires new decisions to be made, and made faster. A scheduling optimisation tool asks a planning team to trust a computer’s output rather than rely on their own experience. These are significant behavioural changes. Factories that invest in communicating the purpose of the change, training people on the new tools and following through on reinforcing new ways of working consistently outperform those that treat the human side of the transition as secondary to the technology installation.
Where to Start: Matching the Entry Point to Your Situation
There is no universal correct starting point for Industry 4.0. The right entry point depends on where the most significant operational pain or opportunity exists in your specific factory. The three most common entry points, ordered from least to most complex implementation, are as follows.
Entry Point 1: Production Visibility
Deploying basic production counters and machine status sensors to create a live operations dashboard is the simplest, fastest and lowest-risk starting point. The technology is straightforward, the installation is minimally disruptive and the operational benefit is immediate: the production manager can see what is happening across the floor in real time rather than waiting for shift-end reports. This foundation also produces the production data history that more sophisticated applications such as OEE analysis, capacity planning and scheduling optimisation will need later. For factories that currently have limited visibility into their own production performance, this is almost always the right place to start.
Entry Point 2: Predictive Maintenance
For factories where unplanned equipment downtime is a significant operational and financial problem, deploying condition monitoring sensors on critical assets and connecting them to an AI-based predictive maintenance platform offers the clearest and most directly measurable return. The implementation is focused: identify the three to five assets whose failure causes the most disruption, fit sensors, allow the system to learn normal operating patterns, and act on the alerts it generates. The investment required is moderate, the business case is straightforward to quantify, and the results show up directly in maintenance cost and production availability metrics.
Entry Point 3: Automated Quality Inspection
For factories where quality problems represent the primary operational challenge, deploying an inline machine vision system with AI software addresses the problem at the point of production rather than after the fact. The system checks every unit, logs every result and generates the data needed to identify and eliminate the root causes of defects. This entry point requires more careful setup than production visibility or predictive maintenance, particularly around lighting design, camera positioning and AI model training, but for operations where quality is the critical constraint on customer satisfaction or production economics, it delivers the most direct impact.
The principle across all three entry points is consistent: choose one well-defined problem, implement the solution with care, measure the result against a clear baseline, and use the outcome to build the case for the next project. Industry 4.0 is not a transformation that happens in a single project. It is built through a series of focused implementations, each of which adds to the data infrastructure, the organisational capability and the confidence needed for the next step.
Industry 4.0 Resources for Manufacturers
industrial.com.my covers Industry 4.0 and AI technologies for manufacturers, with in-depth guides on each of the core technologies covered in this article, from IoT sensor deployment and predictive maintenance to machine vision quality control, robotics and smart factory design.
Featured on industrial.com.my: AI & Industry 4.0
industrial.com.my’s AI & Industry 4.0 knowledge base covers the full range of Industry 4.0 technologies relevant to manufacturing operations, with practical guides on predictive maintenance, machine vision quality control, IoT sensor deployment, industrial automation and smart factory implementation. Every guide is written for factory owners, operations managers and engineering teams who need clear, practical information rather than vendor documentation.
Industry 4.0 Is a Direction, Not a Destination
No factory finishes Industry 4.0. The technology continues to develop, new capabilities become commercially accessible, and the competitive environment shifts continuously. What the term actually describes is a direction of travel: from isolated machines and periodic reporting to connected systems and continuous data, from reactive responses to developing problems to proactive intervention before those problems occur.
The factories that benefit most from this shift are not necessarily the ones that move fastest or invest the most. They are the ones that start with a real operational problem, implement a focused solution with discipline, measure the result honestly and apply what they learn to the next project. Each step builds the data infrastructure, the organisational experience and the management confidence that makes the following step easier to justify and execute.
A single sensor on your most critical motor. A production counter on your main line. A camera on your highest-defect product family. Any of these, implemented well and measured carefully, is a genuine Industry 4.0 project. Start there, learn from it, and build from what you find.
- AI for Inventory and Demand Forecasting: How Malaysian Businesses Can Reduce Overstock and Avoid Stockouts
- How Machine Vision Works in Manufacturing: A Practical Guide to AI Quality Control
- Practical AI Tools for Malaysian Businesses: What Works, What Does Not, and How to Get Started
- Industrial Automation vs AI: What Is the Difference and Why It Matters for Factories